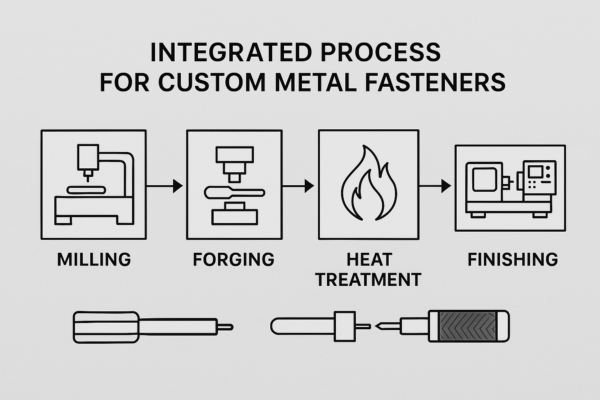
How to Reduce Costs in Custom Metal Fastener Parts: Top Proven Strategies?
I see buyers fight rising costs1 every quarter. Prices climb, and delays hurt. I fix both with clear steps2.
You can cut total cost by aligning materials, simplifying design, choosing the right process, and optimizing packaging and logistics1. This approach protects performance, shortens lead time2, and improves margins across full programs.
So let’s go deep together. I share the exact methods I use at Prime1. Then you can apply them to real purchase orders2 today.
Material Optimization: Selecting the Right Alloys for Performance and Price?
Many teams pick “the strongest” material by habit. Costs rise, but function stays the same. I challenge that default.
Material optimization reduces spend without risk when I map loads and environments first. Then I select the lowest-cost alloy1 or coating that meets the duty cycle and standards. I verify with certificates and tests.

I start with exposure, not marketing names. I look at humidity, chemicals, heat, and shock. Then I model strength, fatigue, and torque. After that, I compare alloys and coatings1 with life-cycle cost2, not only unit prices.
I also watch length, diameter, and tolerance. Then I match sizes to wire standards for cold heading1. So I reduce waste in machining2. And I move parts to a cheaper route when geometry allows it.
Typical alloy trade-offs for fasteners
| Alloy / Grade | Tensile Strength1 | Corrosion Rating2 | Cost Index | Best-Fit Scenarios |
|---|---|---|---|---|
| Carbon Steel 8.8 | High | Low | 1.0 | Dry frames, indoor fixtures |
| Alloy Steel 10.9/12.9 | Very High | Low–Moderate | 1.2 | High-load joints, machinery |
| SS 304 | Medium | Good | 1.8 | Food lines, light chemicals |
| SS 316 | High | Excellent | 2.4 | Marine, chloride spray, acids |
| Zinc–Nickel Coated CS | High | Good | 1.3 | Outdoor structures, transport |
| Phosphate + Oil CS | High | Moderate | 1.1 | Protected assemblies, indoor kits |

Dive-Deeper: How I Choose the “Right-Enough” Alloy and Prove It
H3 — Start with real environments, not hope
I map the part’s real life. I confirm if it faces water, salt fog, cleaners, or acid fumes. Then I add temperature cycles1 and planned service life. I also review touchpoints during assembly and maintenance. So I pick an alloy and coating stack that fits actual exposure. For example, Kevin needed screws for control boxes in a dry plant. We replaced 316 with zinc–nickel coated alloy steel2. And we cut the unit price by 28% while preserving torque and clamp.
H3 — Validate strength with margin, not myth
I test real loads on samples. Then I model torque–tension1 and seating pressure. I use clamp loss2 and relaxation data. I also lock thread engagement based on parent material. Therefore, I keep strength margins while I remove unnecessary bulk or premium alloys. This science prevents both overkill and weak points.
H3 — Select coatings as cost levers
I compare zinc–nickel, Dacromet®, Geomet®, phosphate, and dry film lubes. Then I pick one that meets salt spray1 and friction targets. I add topcoats only if assembly needs controlled K factors. So I avoid “coating creep2” that stacks cost with little gain. I also confirm compatibility with food or electronics if needed.
H3 — Maintain traceability and consistency
I provide mill certs1, heat numbers, and PMI results. I record hardness and microstructure checks. I also track lots through our 10 production lines2 with barcodes. Therefore, I deliver consistent properties over time. And I reduce claim risk in audits and field returns.
H3 — Align sizes to save raw stock
I tune shank length and thread runout to reduce crop losses1. I also align wire sizes with heading dies. Then I reduce machining stock on finish passes. So I save 5–10% raw material on many SKUs. These small gains stack into big annual savings2.
Design Simplification: Applying DFM Principles to Lower Production Costs?
Fancy geometry looks “custom1,” but it burns cash. So I simplify features that do not change function. Then I align tolerances with real process capability2.
DFM removes non-value features1, reduces tool count, and prevents scrap. I standardize threads2, heads, radii, and chamfers. The part still works the same, but it costs less and arrives faster.
I first ask how the joint behaves. I review vibration1, shear, heat, and access. Then I choose the head, drive, and washer strategy that fits tools and ergonomics2. I also align tolerances by feature class, not by habit.
When I simplify, I also improve assembly. And I reduce misassembly risk with poka-yoke1. So yields rise2 in your plant, not only in mine.
Common DFM wins and savings
| Design Choice | Why It Saves Money | Typical Impact |
|---|---|---|
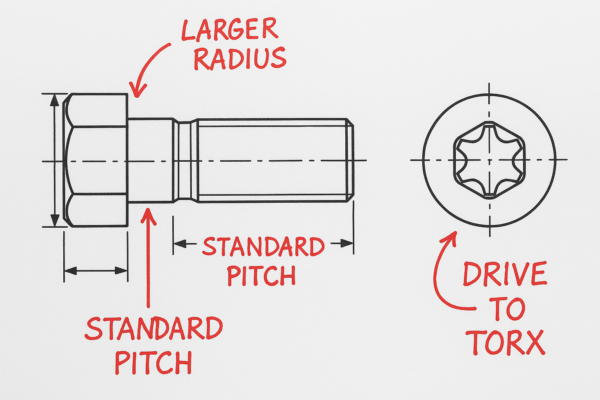
| Standard thread pitch1 | Uses common taps and gauges | 5–8% |
| Unified shaft diameters | Cuts tools and passes | 3–6% |
| Larger fillets and corner radii | Improves flow in forging and heading | 2–4% |
| Remove cosmetic chamfers | Reduces cycle time | 1–3% |
| Tolerances aligned to method2 | Prevents rework and scrap | 5–12% |
| Flanged head instead of washer stack | Speeds assembly | 2–5% |

Dive-Deeper: My DFM Checklist That Cuts Cost While Protecting Function
H3 — Design the joint, not only the fastener
I model clamp load and relaxation. Then I analyze joint stiffness1 and friction paths. I also confirm wrench or driver access with real tools. Therefore, I choose heads and drives that seat fast and hold torque. When Kevin showed a tight cavity, I moved to a Torx drive2 and flanged head. Assembly time dropped by 14%, and scrap vanished.
H3 — Match tolerances to the process
I keep tight tolerance1 on true functional faces only. I relax non-critical faces to forging or heading norms. Then I reserve ±0.05 mm for CNC finish passes2 on key surfaces. So I move 70% of cycle time out of CNC and into heading or forging. This shift halves unit costs in many volume parts.
H3 — Remove hidden cost magnets
I delete undercuts that demand special tools. I also merge stepped diameters that force extra setups. Then I enlarge internal radii to match die strength1. So tools last longer, and downtime drops. I track tool life2 by lot to prove the gains to your finance team.
H3 — Standardize hardware to reduce SKUs
I align lengths to common bins and cartons. Then I standardize thread pitches across families where safe. I use colored patch locks and asymmetric heads for poka-yoke1. So warehouse errors shrink, and line-side kits move faster. Inventory turns improve, and MOQ pressure eases.
H3 — Document decisions for future engineers
I write the DFM rationale1 in the drawing notes. I link tolerance zones2 to process steps. Then I attach risk controls for the special features that remain. So your future engineers and buyers keep the savings alive. The design does not drift back to costly shapes.

Process Selection: Hot Forging, Cold Heading, or CNC — Which Is Most Cost-Effective?
Each method shines in a specific zone. So I never force one method on all parts. I pick based on geometry1, tolerance, and volume. Then I often combine methods for balanced cost and precision2.
Cold heading dominates large volumes with simple bodies. Hot forging1 wins on large, strong shapes. CNC2 serves low volume and complex details. A hybrid route usually delivers the best total cost and speed.
I push prototypes fast on CNC1. Then I convert mature bodies to heading or forging. I keep only critical faces for final machining2. So I send you samples early, and I deliver production at a lower price.
Cost and capability snapshot
| Process | Best For | Setup Cost | Unit Cost | Typical Tolerance | Notes |
|---|---|---|---|---|---|
| Cold Heading1 | Mid-small bolts, screws, pins | High | Low | ±0.20 mm | Great for long runs |
| Hot Forging | Large heads, thick sections | Medium | Medium | ±0.50 mm | Strong grain flow |
| CNC Machining2 | Low volume, complex features | Low | High | ±0.05 mm | Precise and flexible |
| Hybrid (H/C + CNC) | Volume bodies + finish features | Medium | Low–Med | Mixed | Often best landed cost |
Dive-Deeper: How I Build the Best Route From Prototype to Mass Production
H3 — Use CNC for speed, then convert for scale
I machine early samples from bar stock. You test assemblies and confirm torque. Then I lock the geometry. After that, I move bodies to cold heading1 or hot forging. I keep tap or roll threads based on strength. And I finish critical faces on CNC2. So I maintain precision while slashing cycle time.
H3 — Respect geometry red flags
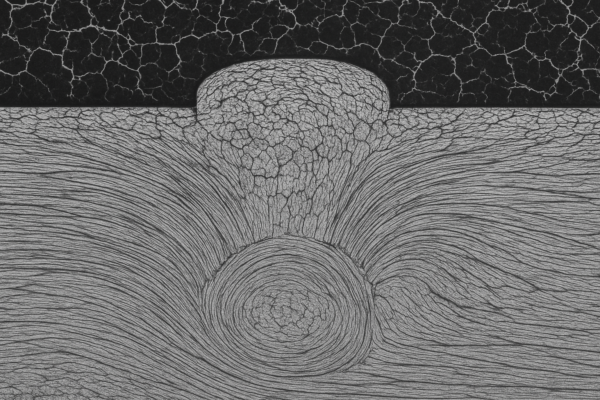
Long slender shafts, sharp corners, and deep undercuts fight heading. Therefore, I add fillets1, adjust transitions, and split steps. I also orient grain flow in forging2 to support loads. Tool life improves, and die costs fall. As a result, quotes drop with real stability.
H3 — Calculate true break-even, not guesses
I include die cost, maintenance, scrap, energy, and labor. Then I amortize tooling across your forecast. I also add changeover time and batch sizes. So we see the real per-piece cost curves1. For Kevin’s seasonal lot of 6,000 pieces, forging plus finish turning2 beat full CNC by 31%. At 800 pieces, CNC still won. The math guided our choice and protected cash.
H3 — Control quality in-process, not at the end
I build go/no-go checks1 into each station. Then I run SPC on critical features2 and adjust feeds before drift grows. I measure torque–tension during thread rolling. Therefore, scrap stays low, and delivery stays on time. My ISO system stores every lot record for audits.
H3 — Keep flexibility with modular tooling
I design dies that swap inserts1 for new lengths or heads. Then I react fast to engineering changes. Lead time drops because I do not rebuild full tools. You win speed without losing cost savings.

Supply Chain and Packaging: Reducing Logistics, Waste, and Inventory Expenses?
Great parts can still bleed cash in transit. So I optimize packaging1, release plans, and documents. Then I align Incoterms2 and routes with your demand and risk.
Smart packaging1 prevents damage and reduces freight volume. Clean supply calendars2 cut rush fees and stockouts. Clear documents and labels speed receiving and audit checks.

I design cartons for your racks, not mine. I print large side labels1 with PO, SKU, lot, and count. Then your team scans, puts away, and kits faster. I also control corrosion with VCI2, desiccants, and indicators. So QA accepts loads without drama.
Packaging and logistics improvements
| Action | Benefit | Result You See |
|---|---|---|
| Stackable cartons and pallets | Better cube use | 10–35% freight savings1 |
| VCI + desiccant + indicators | Corrosion protection | Zero rust claims |
| Foam or blister for critical parts | Shock control | Lower return rate |
| Barcode + QR + SKU photos | Faster receiving and kitting | Fewer warehouse errors |
| Mixed-lot monthly release | Lower inventory cash | Better turns and agility |

Dive-Deeper: My End-To-End Plan for Cost-Safe, Damage-Free Delivery
H3 — Build a right-sized supply calendar
I map your demand by month, region, and program gates. Then I set a rolling three-month release plan1 from our 10 lines. I lock freeze windows for upstream steel orders. So I avoid airfreight and weekend overtime. You get steady flow and stable landed cost2.
H3 — Choose the right mode for each lane
I prefer FCL1 when volume allows. LCL2 or rail suits smaller, steady streams. And I hold air as a true exception. Then I review seasonal surcharges and port delays. So I route around bottlenecks before they hurt. I also split risk across carriers where needed.
H3 — Design packaging for your warehouse
I check rack depth1, aisle clearance, and bin sizes. Then I set carton dimensions and pallet height2 to fit your system. I line-print PO, SKU, lot, and count on two sides. I add QR codes that open photos and certs. Therefore, receiving speeds up, and errors drop.
H3 — Control corrosion and cleanliness from press to dock
I pick VCI films1, oil types, or dry lube per alloy and market. I seal inner bags and add desiccant units by voyage days. I place humidity indicators2 outside for quick checks. So your QC approves faster. And you lose no time repacking or wiping parts.
H3 — Align documents and terms with your risk
I confirm HS codes, COO, and special certificates early. Then I match Incoterms1 to your customs plan. When Kevin needed door-to-door for three DCs, I set DDP with split pallets. His landed cost2 fell because we avoided multiple last-mile deliveries. Cash flow improved since duties were baked into one quote.

Case Study: From CNC to Hybrid to Cut 34% Unit Cost
I want to show a clear case. The client built a medium-torque clamp1 for electronics. The original part used only CNC2. The drawings had custom pitch, sharp corners, and three diameters. The team asked for 2,000 units per month.
I ran a DFM pass. I moved to a standard thread pitch1. I added radii and merged two diameters. Then I planned a hybrid route. Cold heading formed the body. CNC finished the flange face and bore. Thread rolling set the final profile.
The results looked strong. The unit cost dropped by 34%1. Lead time fell by 10 days. Tool life increased by 2.6×2. The team saw less clamp scatter in the torque tests. Packaging also improved. We used VCI and foam trays for line-ready kits. Scrap and returns went to near zero.
Before vs After snapshot
| Metric | Before (All CNC) | After (Hybrid) | Change |
|---|---|---|---|
| Unit Cost (USD) | 1.00 | 0.66 | −34% |
| Lead Time (days)1 | 28 | 18 | −36% |
| Clamp Scatter (COV %) | 14% | 7% | −50% |
| Tooling Cost per 10k | 100% baseline | 42% | −58% |
| Return Rate2 | 1.2% | 0.1% | −92% |

Quality and Compliance: Keep Savings Without Risk
I place quality first1. I use ISO systems2 and clear controls. I never trade short-term savings for long-term pain. So I build checks into each step.
Our ISO-certified fastener manufacturer workflow
- I verify material and certs on receipt.
- I lock process plans by feature and risk.
- I gauge threads with rings and plugs.
- I measure torque–tension and K factors.
- I run SPC on critical dimensions1.
- I seal and label lots with traceability2.
I also support industry files. I deliver PPAP1, FAI, and RoHS2 as needed. I share photos and videos for remote approvals. Therefore, you move fast without travel. Audits run smooth because data is clean.
Budget Modeling: See True Landed Cost, Not Just Piece Price
I model total cost1. I include tooling, scrap, rework, freight, and warehouse labor. Then I compare routes with the same lens. So we avoid false savings2.
Landed cost calculator example
| Cost Bucket | All CNC (per 10k) | Hybrid (per 10k) |
|---|---|---|
| Raw Material1 | \$3,900 | \$3,200 |
| Machine Time2 | \$6,500 | \$3,200 |
| Tooling Amortization | \$400 | \$900 |
| Scrap/Rework | \$450 | \$220 |
| Packing + Freight | \$1,100 | \$900 |
| Receiving/Labor | \$300 | \$220 |
| Total | \$12,650 | \$8,640 |
The hybrid route1 wins. The unit price is lower. The total landed cost2 is much lower. Cash flow also improves because batches ship sooner.
SEO and Buying Guide: Find, Qualify, and Order With Confidence
Buyers want real help1, not buzzwords. So I share a simple path. It works for engineers and traders. It also fits global teams2.
Search terms that find real suppliers
- custom fastener manufacturer1
- custom fastener parts supplier
- custom stamping parts supplier China
- CNC parts precision machining
- ISO-certified casting parts factory
- ISO-certified fastener manufacturer2
How I qualify a supplier in one week
- I ask for ISO certs1 and last audit date.
- I request three drawings and two quotes.
- I compare process notes, not just prices.
- I review packaging photos and labels.
- I check lead times2 and batch sizes.
- I call references or review proof of exports.
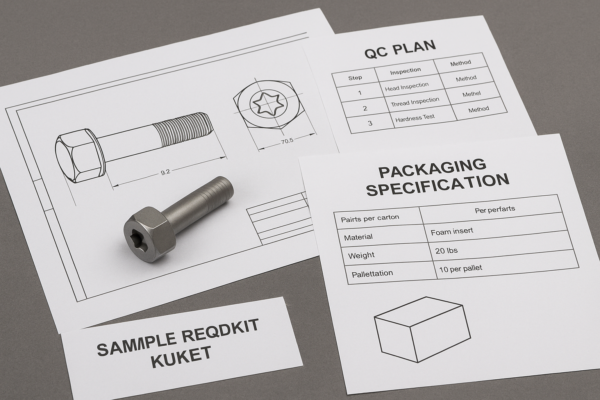
Order pack I send for a clean start
- 2D drawings with units and tolerances1.
- 3D models for complex shapes.
- Material grade and coating stack.
- Qty by release month and region.
- QC plan with gauge list and Cpk target2.
- Packing spec with carton and pallet sizes.
Conclusion
Smart materials1, simpler designs, right processes, and lean logistics2 cut fastener costs fast while protecting quality, reliability, and delivery consistency.
I work as a custom fastener manufacturer1 and custom stamping parts supplier in China. Since 1993, my team at Prime has delivered one-stop metal parts service across stamping parts, CNC parts, welding parts, casting parts, fasteners, and plastic parts. We run 10 production lines under ISO systems and export to North America, Europe, the Middle East, Australia, and more. As an ISO-certified casting parts factory2, I support CNC parts precision machining with strict PPAP, FAI, and full traceability. So you get stable quality, fast lead times, and competitive prices. And you get clear communication, tight packaging, and reliable delivery.
I also optimize total cost1, not only unit price. Therefore, I include tooling amortization, freight, and warehouse impacts in my quotes. I propose hybrid process routes2 when they save money and time. Then I lock specs and quality plans that protect your margins.
I invite engineers, buyers, and traders to share drawings and requirements. I will run a quick DFM and material review1. Then I send options with cost and risk notes2. So you choose the best path with eyes open. You save money now and keep savings for future runs.
FAQs
What drawings and data do you need for a fast quote?
I need 2D drawings with units and tolerances1. I also need 3D files for complex shapes2. Then I need material, coating, and finish notes. I also need projected quantities and delivery plans. So I choose the best process and tool set quickly.
How do you decide between cold heading, hot forging, and CNC?
I compare geometry, volume, and tolerance. Then I model the break-even1 with tooling and scrap. I often choose a hybrid route. So you get early samples from CNC2 and low unit cost in production.
Can you replace stainless steel with coated carbon steel safely?
Sometimes yes, sometimes no. I check exposure, chemicals, temperature, and life. Then I test coatings against salt spray1 and friction targets. If results pass, I switch to coated alloys2. You save cost while performance stays safe.
How do you control torque–tension consistency?
I control thread form and finish. I select proper lubes or patches. Then I measure K factors during trials. I also calibrate tools1 and track clamp scatter with SPC. So you get predictable clamp loads2 on the line.
What is your typical lead time for custom fasteners?
I move prototypes in 7–15 days in many cases. I ship production in 3–5 weeks depending on tooling. Ocean transit adds regional time. I plan releases to avoid airfreight. So you get reliable delivery windows1.
Do you support PPAP, FAI, and traceability?
Yes, I support PPAP and full FAI1. I keep heat numbers, inspection data, and photos. I also link certs to QR codes on labels2. Therefore, audits run smoothly, and claims resolve fast.
How do you pack parts for ocean shipments?
I use VCI bags1, desiccants, and sealed cartons. Then I strap pallets and block containers. I add humidity indicators2 for quick checks. So your team receives clean, dry parts without rework.
Can you handle mixed SKUs in one container?
Yes, I plan lot splits1 and pallet maps. I also label clearly with PO, SKU, and counts. Then I prepare packing lists2 per destination. So your DCs receive ready-to-put-away loads.
What payment terms and Incoterms do you support?
I support standard international terms1. I work with EXW, FOB, CIF, and DDP when needed. I align documents with your broker. Then I prevent surprise fees and delays2.
Which SEO queries does this guide target?
I target “custom fastener manufacturer1,” “custom stamping parts supplier,” “CNC parts precision machining2,” and “ISO-certified casting parts factory.” I also include “ISO-certified fastener manufacturer” and “custom fastener parts supplier.” So engineers and buyers find real answers and quote paths.
Contact Us
📧 Email us: [email protected]
🌐 Visit: https://primecustomparts.com
Get a free quote, custom tool configuration, and fast delivery worldwide. Every order comes with setup support.
I am ready to help you lower total fastener costs1 now. Please send drawings and target quantities. I will return a DFM review2, material options, and a firm quote. You will see clear quality plans, fast delivery, and stable prices. Let’s protect your margins today with Prime’s one-stop service.
-
Explore this link to discover innovative methods and insights that can significantly reduce your fastener expenses. ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩
-
Learn about DFM reviews to understand how they can enhance product design and manufacturing efficiency. ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩ ↩