Top Challenges in Custom Metal Mold Making and How to Overcome Them?

Defects in molds cause scrap, delays, and angry customers.
Custom metal mold making faces quality issues, tooling failures, and inconsistent casting. Common problems include shrinkage, misruns, porosity, and surface cracks. Overcoming these challenges requires better designs, process control, and expert troubleshooting.
Many suppliers ignore root causes. At Prime, we solve them from day one.
How can I improve my metal casting quality?
Poor casting quality results in part rejection and lost business.
To improve casting quality, you need accurate mold design, clean melting, proper gating, and consistent cooling. Real-time monitoring also helps detect defects early.
Process control is everything
At Prime, we focus on process parameters: mold temperature, pouring rate, and venting balance. Clean metal, tight tolerance molds, and ISO-driven procedures minimize variation.
| Action | Impact on Quality | Tools Used |
|---|---|---|
| Use clean metal | Reduces porosity and slag | Degassing units, ceramic filters |
| Design proper gating | Improves flow and fills | CAD + mold flow software |
| Manage cooling evenly | Prevents shrink and cracks | Cooling channels, thermal cameras |
| Conduct QA checks | Catches issues before shipment | CMMs, surface testers, x-ray systems |
Key takeaway
Quality comes from planning, not luck. The best molds start with clean design and reliable process control.
What are the five casting defects?
Unseen defects cause product failure during assembly.
The five main casting defects are shrinkage, porosity, misruns, cold shuts, and hot tears. Each has a specific cause tied to design, pouring, or cooling errors.
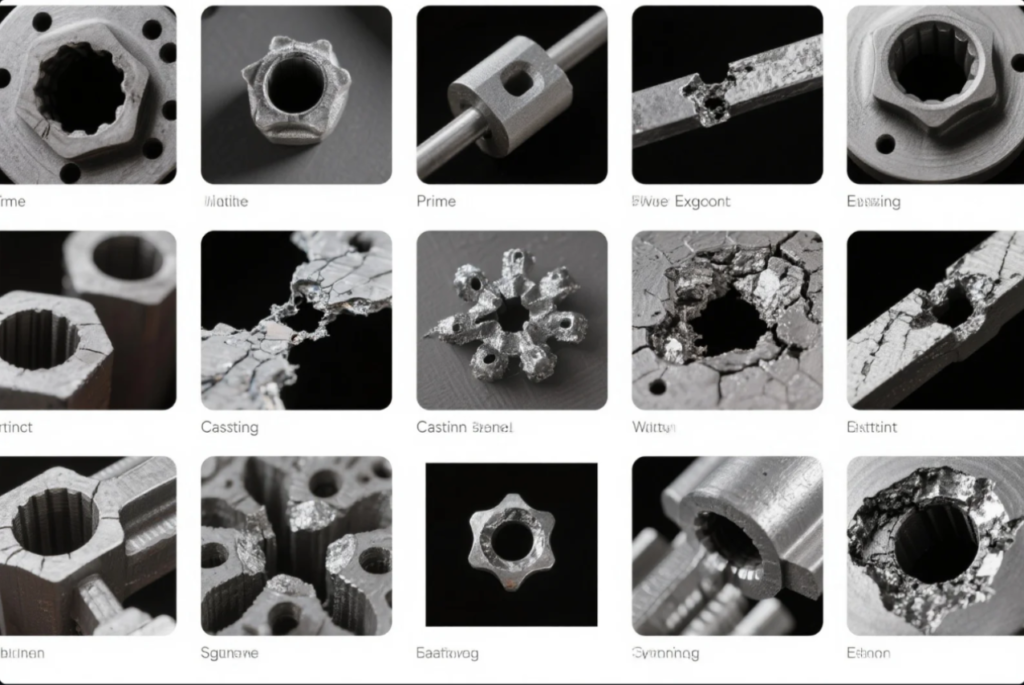
Learn to spot and fix them
At Prime, we use non-destructive testing to detect internal and external flaws. Once identified, we trace them back to root causes.
| Defect | Description | Root Cause |
|---|---|---|
| Shrinkage | Voids after metal cools and contracts | Uneven cooling, poor risers |
| Porosity | Air pockets inside the casting | Gas entrapment or turbulence |
| Misrun | Incomplete fill of the mold | Metal cooled too quickly |
| Cold Shut | Weld line from poor flow joins | Low temperature or turbulence |
| Hot Tear | Cracks during solidification | Stress from mold resistance |
Key takeaway
Every defect has a fix. Understanding causes leads to stronger, more reliable cast parts.
How to prevent misruns?
Misruns waste time and ruin part integrity.
To prevent misruns, ensure high enough pouring temperature, fast mold filling, and proper venting. Simulation software helps identify flow problems early.

Timing is everything
At Prime, we optimize runner layout and gating angles to ensure full cavity fill. We also use mold flow simulation tools before cutting steel.
| Technique | Benefit | Prime Practice |
|---|---|---|
| Raise pouring temp | Delays solidification | Aluminum at 700–740°C |
| Improve vent placement | Avoids trapped air pockets | CFD-guided venting layout |
| Smooth runner channels | Increases flow speed | Polished gates, optimized radii |
| Use pre-heated molds | Slows cooling too early | Mold temp control systems |
Key takeaway
Most misruns are preventable. Simulate first, pour second. Prevention beats correction.
What is the main cause of shrinkage in casting?
Shrinkage leads to hidden voids that cause field failure.
The main cause of shrinkage is uneven cooling. If metal doesn’t solidify uniformly, inner areas pull in and leave cavities. Poor riser design also adds risk.
Heat balance is the key
Prime uses thermal analysis to forecast where shrinkage may happen. We adjust wall thicknesses and riser volumes to feed molten metal to those zones.
| Factor | Influence on Shrinkage | Prime Response |
|---|---|---|
| Wall thickness variation | Thicker sections cool slower | Tapered walls, fillets |
| Riser size too small | Not enough liquid metal | Enlarged, insulated risers |
| Cooling rate mismatch | Creates internal stress | Uniform cooling channel design |
| Poor alloy selection | High shrink coefficient | Switch to low-shrink alloys |
Key takeaway
Design with shrinkage in mind. Feed the mold where metal will contract the most.
FAQs
What software do you use to prevent casting defects?
We use Autodesk Moldflow and in-house thermal mapping tools.
How long does it take to fix a mold with shrinkage issues?
Depends on the mold. Adjustments take 2–5 days if inserts are modular.
Can you eliminate porosity completely?
With clean melt handling and degassing, yes. We achieve <1% porosity on many aluminum parts.
Do defects happen more in sand or die casting?
Sand casting is more prone due to variable sand structure. Die casting is tighter but needs more control.
Is it better to design for overfeeding or underfeeding?
Overfeeding with risers helps avoid shrink. It’s easier to machine away excess than patch voids.
Conclusion
Solving casting defects requires precision design, real-time control, and expert troubleshooting.
Want defect-free molds with fast delivery?
📩 Email our team: [email protected]
🌐 Visit: https://primecustomparts.com
At Prime, we build molds right the first time—with simulation, testing, and ISO-certified methods.