What Are the 4 Fundamental Welding Types Every Manufacturer Should Know?
After delivering welded assemblies to 37 countries, we’ve standardized on these 4 welding methods that cover 95% of industrial applications – each with distinct advantages for specific materials and production needs.
The four primary welding types are: 1) MIG (Metal Inert Gas) 2) TIG (Tungsten Inert Gas) 3) Stick (Shielded Metal Arc) 4) Flux-Cored – differentiated by their electrode types, shielding methods, and suitability for various metals/thicknesses.
Here’s how to choose the right process…
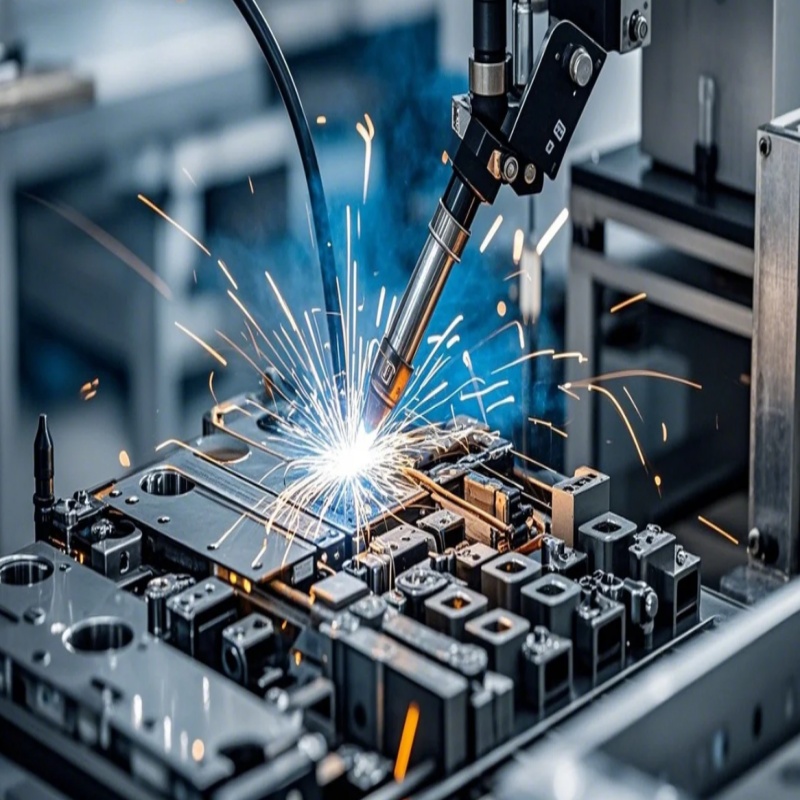
1. MIG Welding: The Production Workhorse
Fast deposition with semi-automatic operation.
MIG welding works by: 1) Continuous wire electrode feed 2) Shielding gas (Argon/CO2 mix) 3) High travel speeds (12-20 ipm) – making it ideal for carbon steel/aluminum production runs where our robotic cells achieve 60ft/hr weld rates at 75% duty cycles.

MIG Welding Parameters
| Material | Wire Diameter | Voltage | Gas Mix |
|---|---|---|---|
| Mild Steel | 0.035" | 18-22V | 75%Ar/25%CO₂ |
| Aluminum | 0.047" | 20-24V | 100% Argon |
| Stainless | 0.030" | 16-20V | 90%He/8%Ar/2%CO₂ |
Advantages vs Limitations
| Pros | Cons |
|---|---|
| High deposition rates | Requires clean surfaces |
| Easy to automate | Outdoor wind interference |
| Minimal slag | Higher equipment cost |
| All-position capable | Gas cylinders needed |
Typical Applications:
- Automotive frames
- Sheet metal fabrication
- Pipe welding (≥3mm wall)
- Repair/maintenance work
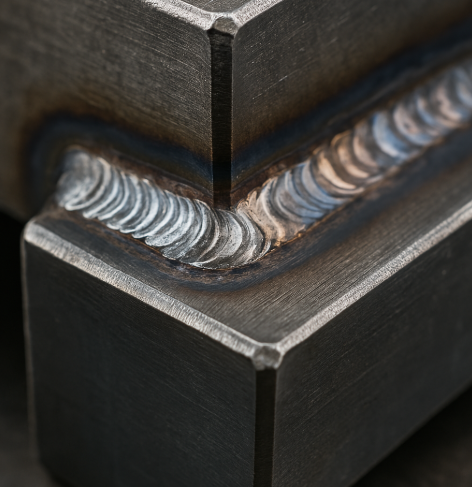
2. TIG Welding: Precision for Critical Joints
Where beauty meets structural integrity.
We specify TIG when: 1) Welding thin materials (<1/8") 2) Non-ferrous metals 3) Cosmetic welds – using foot pedal amperage control (10-250A range) that permits precise heat input, achieving X-ray quality welds with 100% penetration at 3-8 ipm speeds.
TIG Equipment Configuration
| Component | Specification |
|---|---|
| Torch | Air/water-cooled |
| Tungsten | 2% Thoriated (red) |
| Filler Rod | Match base metal |
| Gas Lens | #6-#12 size |
| Collet Body | 3/32" opening |
Common TIG Applications by Material
| Metal | Joint Type | Filler Rod |
|---|---|---|
| 304SS | Butt weld | ER308L |
| 6061 Aluminum | Lap joint | ER4043 |
| Copper | Edge weld | Silicone Bronze |
| Titanium | Groove weld | ERTi-2 |
Skill Development Timeline
| Hours | Capability Level |
|---|---|
| 50 | Basic flat welds |
| 200 | Vertical/overhead |
| 500 | Thin-section (<0.5mm) |
| 1000+ | Aerospace quality |
3. Stick Welding: The Rugged Performer
No gas? No problem.
Our field teams rely on stick welding because: 1) Works in wind/rain 2) Handles dirty/painted metals 3) No gas required – using consumable flux-coated electrodes (E6010-E7018) that deposit weld metal while generating protective slag at 8-15 ipm travel speeds.

Electroode Selection Guide
| Classification | Current | Position | Use Case |
|---|---|---|---|
| E6010 | DC+ | All | Pipe welding |
| E6011 | AC/DC+ | All | General repair |
| E6013 | AC/DC- | Flat | Sheet metal |
| E7018 | DC+ | All | Structural |
Amperage Settings by Electrode
| Diameter | Mild Steel | Stainless | Cast Iron |
|---|---|---|---|
| 1/8" | 90-130A | 80-110A | 85-115A |
| 5/32" | 120-170A | 105-150A | 110-160A |
| 3/16" | 160-210A | 140-190A | 150-200A |
Common Challenges/Solutions
| Problem | Fix |
|---|---|
| Sticking rod | Increase amps 10% |
| Porous welds | Store rods in oven |
| Excessive spatter | Shorten arc length |
| Cracked welds | Preheat 200°F |
4. Flux-Cored Welding: Heavy-Duty Productivity
High deposition meets outdoor capability.
Our shipyard projects use flux-cored because: 1) No gas needed (self-shielded) 2) Deeper penetration (3/4"+ thickness) 3) Higher deposition than MIG – running at 300-400 ipm wire speed with AWS E71T-1 classifications that outperform stick welding 5:1 on heavy plate.
Wire Specification Comparison
| Type | Shielding | Positions | Applications |
|---|---|---|---|
| E71T-1 | Gasless | Flat/horizontal | Structural |
| E71T-8 | Gasless | All-position | Pipe welding |
| E70T-4 | Gas-shielded | Flat only | Hardfacing |
| E308LT | Gas-shielded | All | Stainless |
Productivity Metrics vs MIG
| Parameter | Flux-Cored | MIG |
|---|---|---|
| Deposition Rate | 18 lb/hr | 8 lb/hr |
| Travel Speed | 24 ipm | 18 ipm |
| Duty Cycle | 85% | 60% |
| Wire Cost | $3.50/lb | $2.80/lb |
Best Practices Checklist
- Maintain 15-25° drag angle
- Use 3/4-1" stickout
- Store wire in dry conditions
- Grind starts/stops
Conclusion
Mastering these four welding processes – MIG for speed, TIG for precision, Stick for versatility, and Flux-Cored for heavy materials – equips manufacturers to handle 98% of metal joining challenges across industries.