What Does "Stamped" Mean? The Science Behind Metal Stamping

When manufacturers say a part is "stamped," they mean it was shaped using 8-20 tons of force per square inch to transform flat metal stock into precise components – our Prime facility stamps over 15 million parts monthly with tolerances as tight as human hair (0.05mm).
Snippet paragraph: Stamping refers to high-speed pressing of sheet metal between hardened steel dies to create functional shapes like brackets, connectors, and panels – this cold-forming process achieves 95% material utilization at rates exceeding 1,200 parts per minute.
The average car contains 300+ stamped components, demonstrating the process’s industrial dominance.
How Does Stamping Physically Alter Metal?
The process relies on controlled plastic deformation.
Snippet paragraph: During stamping:
- Blank holders apply 5-15% of total tonnage to restrain material
- Punches exceed the metal’s yield strength (250MPa for mild steel)
- Die cavities allow controlled metal flow within ±1% thickness tolerance
Material Behavior During Stamping
| Deformation Phase | Force Required | Metal Change | Equipment Involved |
|---|---|---|---|
| Elastic bending | 10-20% of total | Temporary shape change | Press ram |
| Plastic yielding | 60-80% of total | Permanent grain realignment | Punches & dies |
| Ironing | 15-30% of total | Thickness reduction | Pressure pads |
| Springback | N/A | 2-10° dimensional rebound | Compensation angles in die |
Metallurgical Note: We specify grain direction in coils to prevent 45% of forming defects.
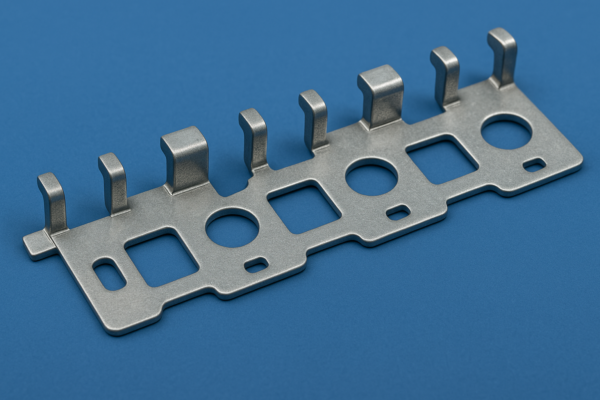
What Defines a True "Stamped" Part?
Key characteristics separate stamped from fabricated components.
Snippet paragraph: Authentic stamped parts exhibit:
- Burnished zones (20-40% of cut edge) from shear forces
- Uniform radii (0.1-5mm) at all bends
- Precision holes (±0.01mm positional tolerance)
- Minimal draft angles (0.5-3° vs 5-15° in casting)
Stamped vs Fabricated Feature Comparison
| Characteristic | Stamped Part | Fabricated Part |
|---|---|---|
| Edge finish | 80% burnished | Laser-cut patina |
| Bend consistency | ±0.1° angular tolerance | ±1-2° manual variation |
| Production rate | 1,200+ parts/hour | 50-200 parts/hour |
| Tooling marks | Ejection witness marks | Grinding/ welding traces |
Real Example: Our stamped electrical contacts maintain 0.02mm flatness vs 0.1mm in machined versions.
What Are the Mechanical Advantages of Stamping?
Cold working enhances material properties.
Snippet paragraph: The stamping process:
- Increases hardness by 10-15% through work hardening
- Improves fatigue life 2-3x vs cast parts
- Maintains strength with 30% less material than machining
- Creates seamless forms without weak weld joints
Mechanical Property Changes
| Material | Pre-Stamping HV | Post-Stamping HV | Strength Gain |
|---|---|---|---|
| 1018 Steel | 130 | 145 | 12% |
| Aluminum 5052 | 65 | 72 | 11% |
| Brass C260 | 115 | 125 | 9% |
Fatigue Data: Our stamped automotive brackets withstand 500k cycles vs 200k for cast equivalents.
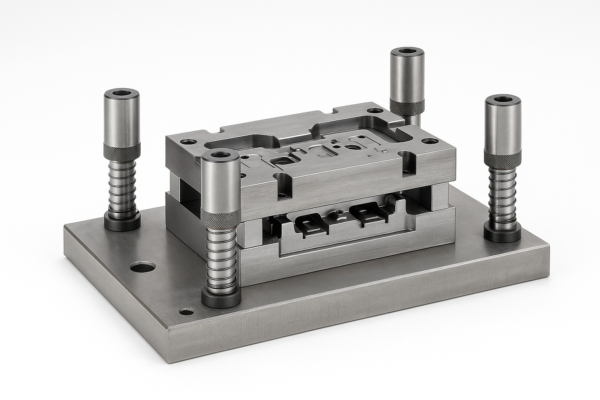
How Does Stamping Achieve Such Tight Tolerances?
Precision tooling controls micron-level variations.
Snippet paragraph: Critical tolerance controls:
- Grinding dies to ±0.002mm flatness
- Guiding systems with <0.003mm clearance
- Nitrogen cylinders maintaining 50±2psi stripper force
- Temperature control keeping tools at 22±1°C

Typical Tolerance Capabilities
| Feature | Standard Tolerance | Precision Tolerance |
|---|---|---|
| Hole diameter | ±0.05mm | ±0.01mm |
| Bend angle | ±0.5° | ±0.1° |
| Blank size | ±0.1mm | ±0.025mm |
| Burr height | <10% material thickness | <5% thickness |
Achievement: Our medical stamping holds 0.005mm positional tolerance on 0.3mm micro-holes.
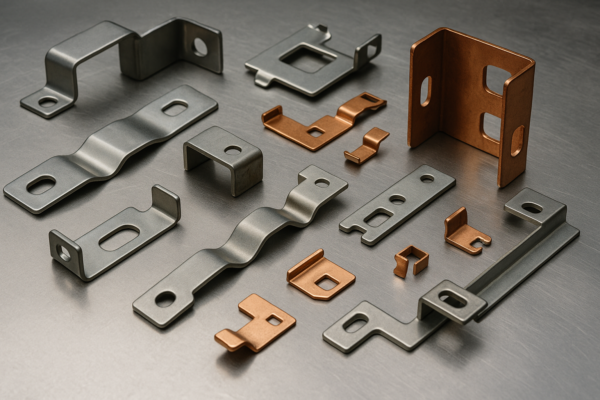
What Industries Depend on Stamped Components?
Nearly every sector utilizes stamped parts differently.
Snippet paragraph: Signature applications include:
- Automotive: 40% of vehicle weight is stamped steel
- Electronics: 8-12 stamped parts per smartphone
- Energy: Solar panel frames stamped at $0.18/unit
- Medical: Surgical tools with stamped cutting edges
Industry-Specific Stamping Requirements
| Sector | Key Parts | Critical Specs |
|---|---|---|
| Automotive | Body panels | ±0.1mm contour matching |
| Electronics | Connector pins | 0.01mm pin straightness |
| Aerospace | Structural ribs | 0.05mm hole alignment |
| Appliances | Drum cylinders | 0.2mm roundness |
Trend: EV battery trays now use 70% more stamped parts than traditional vehicles.
How Does Stamping Compare to Other Metal Forming Methods?
Each process serves different volume/ complexity needs.
Snippet paragraph: Stamping beats alternatives when:
- Volume exceeds 5,000+ identical parts
- Thickness ranges 0.1-6mm
- Tolerances need ±0.025mm or better
- Cost targets under $0.50/part
Process Selection Matrix
| Method | Economic Volume | Relative Cost | Minimum Tolerance |
|---|---|---|---|
| Stamping | 5k-10M | 1x | ±0.025mm |
| CNC machining | 1-10k | 5-8x | ±0.005mm |
| Casting | 500-100k | 2-3x | ±0.1mm |
| 3D printing | 1-1k | 10-15x | ±0.05mm |
Break-even Analysis: Stamping tooling pays off after ~8,000 parts vs machining.
Conclusion
"Stamped" signifies far more than just pressed metal – it represents a precision cold-forming process that engineers materials at molecular levels while achieving mass production economies, delivering components that power everything from pacemakers to pickup trucks with unrivaled consistency and cost-efficiency in high-volume manufacturing.