What is a Stamping Tool? The Essential Guide to Metal Forming Instruments

Stamping tools transform flat metal into complex 3D shapes at production speeds exceeding 1,200 parts per minute. These specialized tools account for 70% of total stamping system costs but enable per-part costs under $0.01 in high-volume runs.
Snippet paragraph: A stamping tool (also called a die) consists of matched punch and die components that cut and form metal sheets, typically made from hardened tool steels like D2 (HRC 58-62) with tolerances of ±0.005mm – proper maintenance allows tools to produce 500,000+ parts before rework.
Tool wear causes 42% of manufacturing defects in stamped parts.
How Do Stamping Tools Work?
The punch-die interaction performs three fundamental operations.
Snippet paragraph: During each press stroke:
- The punch contacts and deforms the metal against the die (forming)
- Cutting edges shear the material (blanking)
- Spring-loaded strippers eject finished parts – all within 0.2-2 seconds depending on press speed.
Force Requirements by Operation
| Process | Force Formula | Example (1mm Steel) |
|---|---|---|
| Blanking | Thickness × Perimeter × Shear Strength | 1mm × 100mm × 300MPa = 30kN |
| Bending | (k×UTS×L×t²) / (2×D) | (1.33×400MPa×50mm×1²)/6mm = 4.4kN |
| Deep Drawing | π×d×t×UTS×((D/d)-0.7) | π×20mm×1mm×400MPa×1.3 = 33kN |
Key Variables:
k = Bend factor (1.33 for V-dies)
UTS = Ultimate tensile strength
L = Bend length
t = Thickness
D = Die opening
What Materials Are Used in Tool Construction?
Tool longevity depends on proper material selection.
Snippet paragraph: High-carbon high-chromium steels (D2, A2) ground to ≤0.4μm Ra dominate for punches/dies, while softer alloys (4140, O1) are used for die shoes – carbide inserts (K20/K30) extend tool life 5-8x for abrasive materials like silicon steel.
Tool Material Properties Comparison
| Material | Hardness (HRC) | Wear Resistance | Toughness | Best For |
|---|---|---|---|---|
| D2 Tool Steel | 58-62 | ★★★★★ | ★★☆☆☆ | High-volume blanking |
| A2 Air-Hardening | 58-60 | ★★★★☆ | ★★★☆☆ | Forming dies |
| M2 High-Speed | 62-64 | ★★★☆☆ | ★☆☆☆☆ | Fine-pitch punching |
| Carbide K20 | 80-82 (HRA) | ★★★★★★ | ★★☆☆☆ | Electrical laminations |
| 4140 Pre-Hard | 28-32 | ★★☆☆☆ | ★★★★★ | Die shoes/bases |
Life Extension: Titanium nitride (TiN) coatings add 200-300% lifespan at just 3-5μm thickness.
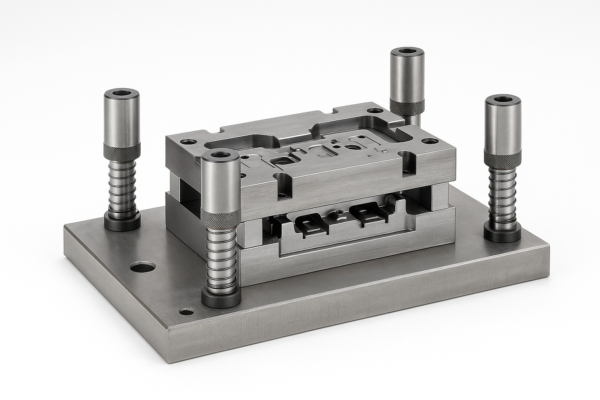
What Are the Main Tool Components?
Modern stamping tools integrate 15-30 precision elements.
Snippet paragraph: Key components include:
- Punch plate (holds cutting punches)
- Die block (with formed cavities)
- Stripper (removes parts from punches)
- Guide pins (ensures ±0.01mm alignment)
- Nitrogen springs (applies 200-3,000kg stripper force)

Critical Fit Tolerances
| Interface | Fit Type | Clearance | Purpose |
|---|---|---|---|
| Punch-to-bushing | Sliding | 0.005-0.010mm | Precise guidance |
| Guide posts-to-bushes | Running | 0.008-0.015mm | Die set alignment |
| Shoulder bolts | Transition | +0.002/-0.001mm | Component positioning |
| Screw threads | Free | 0.05-0.10mm | Assembly/disassembly |
Red Flag: Less than 0.003mm punch wobble indicates worn bushings needing replacement.
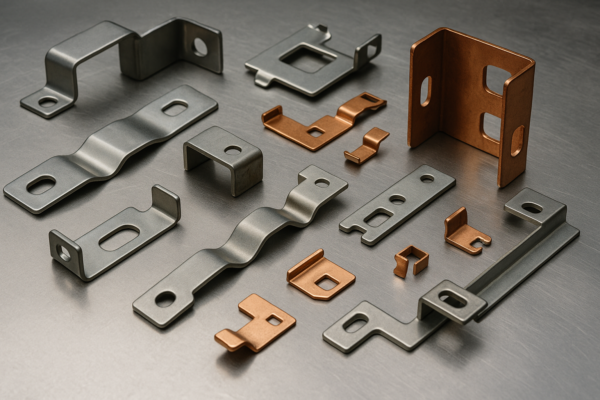
What Tool Types Exist for Different Operations?
Five principal categories cover production needs.
Snippet paragraph:
- Progressive dies (5-30 stations) create complete parts from coil stock
- Compound dies perform multiple operations in one stroke
- Transfer dies handle large parts between stations
- Fine blanking achieves burnished cuts (100% shear)
- Four-slide tools form complex geometries simultaneously
Tooling Cost vs Production Volume
| Tool Type | Initial Cost | Part Cost | Best Volume | Lead Time |
|---|---|---|---|---|
| Single-stage | $1,000-$5,000 | $1.50+ | <1,000 | 1-2 weeks |
| Progressive | $20k-$500k | $0.10-$2 | 10k-10M | 8-20 weeks |
| Transfer | $50k-$1M+ | $0.30-$5 | 50k-5M | 12-24 weeks |
| Fine blanking | $100k-$2M | $0.50-$10 | 100k-20M | 16-30 weeks |
Rule of Thumb: Progressive die ROI starts at ~100,000 parts.
How to Maintain Stamping Tools?
Proper care extends tool life beyond 10 million cycles.
Snippet paragraph: Daily maintenance includes:
- Cleaning (ultrasonic degreasing every 8 hours)
- Lubrication (synthetic ester oils for corrosion prevention)
- Edge inspection (0.05mm wear allowance before resharpening)
Maintenance Schedule
| Activity | Frequency | Equipment Needed |
|---|---|---|
| Punch/die inspection | Every 50k strokes | Optical comparator (20x) |
| Guide bushing lube | 4-8 hours | EP2 grease gun |
| Debris removal | 2-4 hours | Compressed air + brushes |
| Sharpness check | Weekly | Surface finish tester (Ra) |
| Full disassembly | 500k strokes | Press/die shop facilities |
Critical Data: Storage at 40-50% RH prevents rust between production runs.
Conclusion
Stamping tools represent the engineered heart of metal forming, combining extreme precision with industrial durability – properly designed and maintained tools can repeatedly produce parts within 0.01mm tolerances while keeping per-part tooling costs below $0.001 in mass production.