How to Choose the Right Casting Method for Your Project?

After producing millions of cast parts since 1993, we know the "best" method depends entirely on your specific requirements – there’s no universal winner.
For most projects, select from these 6 primary casting methods: 1) Sand casting (most versatile) 2) Die casting (high volume) 3) Investment casting (complexity) 4) Permanent mold (basic quality) 5) Centrifugal (symmetrical parts) 6) Continuous casting (simple profiles) – each with distinct cost, quality and capability tradeoffs.
Let’s examine when each method shines…
When Should You Use Sand Casting?
The world’s oldest casting method remains surprisingly relevant.
Sand casting dominates when you need: 1) Large parts (up to 200+ tons) 2) Low tooling costs ($500-$20,000) 3) Design flexibility 4) Various metals – making it ideal for prototypes, heavy equipment, and short runs despite slower cycle times (30min-24hrs per part).

Sand Casting Capabilities
| Parameter | Capability | Comparison to Other Methods |
|---|---|---|
| Size Range | 0.1kg-200+ tons | Largest available |
| Tolerance | ±0.5-2.0mm | Loosest tolerance |
| Surface Finish | 3.2-25µm Ra | Roughest finish |
| Tooling Cost | Lowest | 5-10% of die casting |
Economic Analysis
| Order Quantity | Unit Cost Example (20kg steel) | Break-Even vs Die Casting |
|---|---|---|
| 10 pieces | $280 | Always cheaper |
| 100 pieces | $190 | Below 500 units |
| 1,000 pieces | $150 | Crosses at ~800 units |
| 10,000 pieces | $120 | Not competitive |
Best Applications
- Mining/construction equipment
- Pump/turbine housings
- Railway components
- Art sculptures
What Makes Die Casting Ideal for Mass Production?
Metal enters molds at highway speeds in this high-pressure process.
Die casting excels for: 1) High volumes (50,000+ units) 2) Thin walls (1-3mm) 3) Tight tolerances (±0.1mm) 4) Fast cycles (30-300 seconds) – though limited to non-ferrous metals (zinc, aluminum, magnesium) with high tooling costs ($20,000-$100,000+).
Die Casting Performance Metrics
| Alloy Type | Melt Temp (°C) | Injection Speed | Typical Part Weight |
|---|---|---|---|
| Zinc | 385-425 | 15-50 m/s | 0.1-5 kg |
| Aluminum | 580-680 | 10-30 m/s | 0.5-15 kg |
| Magnesium | 620-680 | 20-60 m/s | 0.3-10 kg |
Cost Structure Breakdown
| Cost Factor | Percentage | Notes |
|---|---|---|
| Tooling | 30-50% | Amortized across volume |
| Material | 20-35% | Alloy price sensitive |
| Labor | 10-15% | Highly automated |
| Energy | 5-10% | Intensive heating |
Industry Applications
- Automotive transmissions
- Electronics housings
- Power tools
- Plumbing fixtures
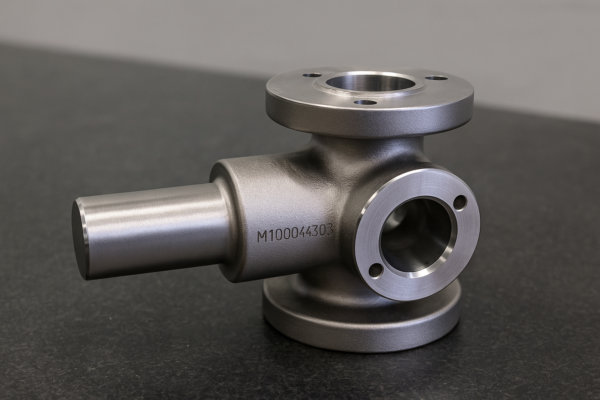
Why Choose Investment Casting for Complexity?
Also called "lost wax" casting, this method captures intricate details.
Investment casting delivers: 1) Superior surface finish (1.6-3.2µm Ra) 2) Complex geometries 3) Thin sections (0.5mm+) 4) Good dimensional accuracy (±0.13mm first 25mm) – but at higher costs ($5-$50 per kg) and slower speeds (2-48 hours per cycle).

Capability Comparison
| Feature | Investment | Sand | Die |
|---|---|---|---|
| Min. Section | 0.5mm | 3mm | 1mm |
| Draft Angle | 0° | 1-3° | 0.5-2° |
| Undercuts | Yes | Limited | No |
| Detail Resolution | 0.1mm | 0.5mm | 0.25mm |
Aerospace Example
| Component | Method | Weight Savings | Cost Premium |
|---|---|---|---|
| Turbine Blade | Investment | 35% vs machining | 60% justified |
| Housing | Sand | None | None |
| Bracket | Die | 20% | 15% |
Top Use Cases
- Jet engine components
- Medical implants
- Orthodontic devices
- Military firearm parts
How Does Material Choice Affect Method Selection?
Not all metals play nice with every casting technique.
Material constraints often dictate options: 1) Aluminum (all methods) 2) Steel (sand/investment) 3) Iron (sand/permanent) 4) Copper (limited die) 5) Zinc/magnesium (die only) – with temperature, reactivity and fluidity being key factors.

Material Compatibility Matrix
| Metal | Sand | Die | Investment | Permanent | Centrifugal |
|---|---|---|---|---|---|
| Aluminum | Yes | Yes | Yes | Yes | Yes |
| Steel | Yes | No | Yes | Limited | Yes |
| Iron | Yes | No | Limited | Yes | Yes |
| Copper | Yes | Rare | Yes | Limited | Yes |
| Zinc | Yes | Yes | Yes | No | No |
Fluidity Requirements
| Process | Minimum Fluidity Index | Why It Matters |
|---|---|---|
| Die Casting | 90 | Fast filling |
| Thin-Wall Sand | 70 | Detail capture |
| Investment | 50 | Slow pouring |
| Centrifugal | 60 | Force filling |
Failure Considerations
- Die casting steel causes mold damage
- High-temp alloys warp sand molds
- Reactive metals need protection
Conclusion
The optimal casting method balances part complexity, production volume, material requirements and budget – with sand offering versatility, die enabling mass production, and investment providing precision for critical components.