What Are the Best Practices for Designing Custom Metal Stamping and Deep Drawn Components?

Sourcing high-quality custom stamped and deep drawn parts is a challenge for every engineer or buyer, whether you’re supporting automotive, aerospace, electronics, or emerging energy applications. Poor design, overlooked secondary processes, and supplier miscommunication drive up costs and result in late deliveries.
To achieve cost-effective, repeatable, and globally compliant metal parts, you must apply design-for-manufacturing principles, understand tooling and material limitations, and collaborate with certified manufacturers. This article compiles design rules, expert resources, application case studies, and practical tips, with over 30 authoritative links and resources to help you succeed.
If your goal is risk-free sourcing, production efficiency, and a supply chain that scales, keep this comprehensive guide handy.
What Design Considerations Matter Most in Custom Metal Stamping?
Most problems in stamped or deep drawn parts begin in the design stage. Mistakes here result in tool breakage, scrap, or costly reworks. Clear guidelines—like minimum bend radii, correct hole sizing, and smart GD\&T use—are key.
Design success relies on understanding formability, selecting suitable materials, and providing complete part drawings. Avoiding sharp corners, keeping holes and slots away from edges, and using standard dimensions all help ensure process stability. Explore design tips at Boker’s Stamping Guide, Stanley Engineered Fastening, Deep Drawn Parts Guide by Hudson Technologies, and Fictiv’s manufacturability tips.
Prime’s engineers use AutoForm, SolidWorks, and Siemens NX to simulate forming and spot issues before tooling starts. Thomasnet’s knowledge base and MetalForming Magazine provide insights from industry leaders.
Deep Drawn vs. Stamped Parts: When Should You Use Each Process?
Choosing between deep drawing and progressive die stamping isn’t always obvious. Use cases, feature depth, and end-use requirements will guide your selection.

Deep drawing forms seamless, deep, hollow parts (battery cans, pressure vessels, medical sensor housings) with excellent strength and leak resistance. Stamping, especially with progressive dies, is ideal for high-speed production of brackets, clips, electrical contacts, and flat complex shapes. Get process comparisons at Matmatch, Wiegel Tool Works, American Tool & Die, and Batesville Tool & Die.
Prime’s hybrid part designs—combining deep drawn and secondary stamped features—help customers like Bosch Mobility and Molex deliver best-in-class connectors and sensors. For more engineering benchmarks, see Design2Part’s deep draw guide and Proto Labs’ metal forming overview.
Designing for Manufacturability: Material, Geometry, and Cost
A well-chosen material balances formability, strength, corrosion resistance, and cost.
- Steel (CRS, HRS, stainless): Used for brackets, safety parts, and housings; see AK Steel and Steel Warehouse.
- Aluminum (5052, 6061, 3003): Lightweight, corrosion-resistant, good for electronics and transport; resources at Alcoa, Hydro Aluminum.
- Copper, Brass, Bronze: For terminals, contacts, and high-conductivity needs; see Aurubis, Materion.
- Specialty Alloys: Inconel, titanium for aerospace, see ATI Metals and Carpenter Technology.

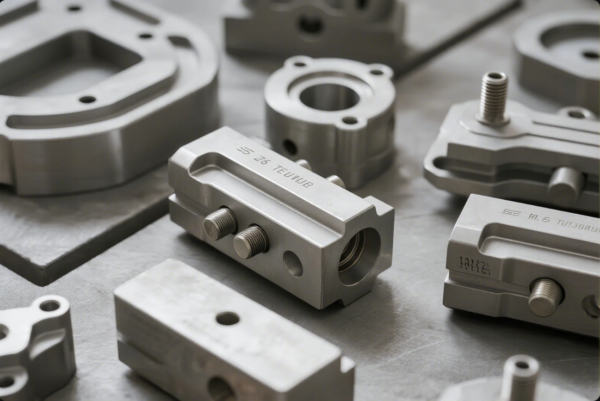
Geometry matters too—hole size should not be less than 1.2x thickness; bend radii should be ≥ thickness to avoid cracking; reliefs at corners or complex bends prevent tearing, especially for high-strength alloys. Resources: Metal Supermarkets bending guide, Engineering.com on springback.
To reduce cost, use standardized features, optimize part nesting to minimize scrap, and combine operations in a single die where possible (Xometry tooling tips).
Key Industry Applications: Automotive, Electronics, Aerospace & Beyond
Stamped and deep drawn components play critical roles in safety, reliability, and innovation across industries.
- Automotive: Chassis brackets, crash sensors, seatbelt latches, airbag canisters (Dana, Bosch Mobility Solutions), fasteners (PennEngineering).
- Electronics: EMI/RF shields, leadframes, battery tabs (TE Connectivity), Panasonic).
- Aerospace: Lightweight brackets, EMI enclosures (PCC Aerostructures, Arconic Aerospace).
- Medical: Implant enclosures, sensor cans (Stanley Engineered Fastening), Metal Stamping for Medical).
- Energy: Battery cans, copper busbars (Aurubis), Plug Power).
Secondary Operations: Embossing, Threading, Coating & Marking
Value-adding steps make your parts truly production-ready.
- Embossing & Coining: Add logos, part numbers, or stiffeners (Gator Metal).
- Threading/Tapping: Allow direct fastener assembly (Stanley Assembly).
- Surface Finishes: Zinc, tin, nickel, powder coating, anodizing (Finishing.com), Precision Coating), MacDermid Enthone), PVD (Duralar).
- Laser/Inkjet/Dot-Peen Marking: For traceability in automotive, aerospace, and medical.
- Kitting & Assembly: Sub-assemblies and ready-to-use kits (Flex).
Quality Assurance, Documentation & Compliance in Metal Stamping
Major buyers demand more than just parts—they want test data, lot traceability, and visual confirmation.
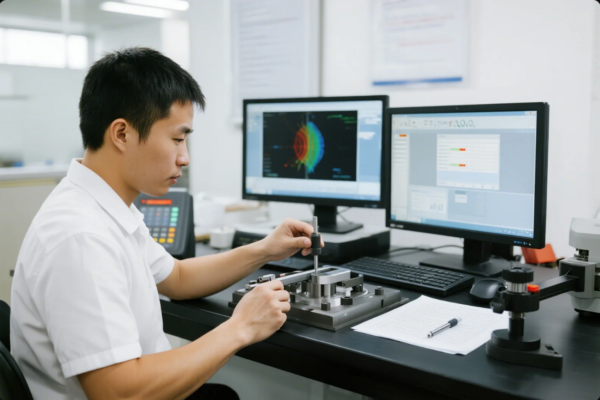
Prime is ISO 9001 certified, and delivers full PPAP, FAI, IMDS, RoHS/REACH, and material certs. Inspections use Hexagon MI CMM and inline vision systems.
Clients can request remote factory audits and shipment photos (Export Packaging Association).
Packaging, Logistics & Export Best Practices
Export packaging prevents corrosion, loss, and damage, while speeding up customs clearance.

Prime supports:
- Custom foam-inserts, VCI bags, shrink wrap, ESD packaging (Uline)
- Export cartons, wooden crates, palletizing (Export Packaging Association)
- Barcodes, QR codes, real-time shipment tracking (Flexport)
- Global logistics partners: DHL, FedEx, Maersk, UPS, SF Express.
We prepare full documentation (CO, packing list, MSDS), and help customers navigate customs.
FAQs: Custom Metal Stamping & Drawn Component Design
Q1: What’s the smallest feasible hole size in stamping?
A: 1.2x thickness for punching; smaller via EDM or laser machining.
Q2: How do I prevent cracking at bends?
A: Specify radius ≥ thickness, use reliefs, align bends with grain (Engineering.com on bending).
Q3: Can stamping and deep drawing be combined?
A: Yes; see hybrid metal forming.
Q4: What finishes are available?
A: Zinc, tin, nickel, powder coat, anodizing, e-coat, passivation (AZoM finishing).
Q5: What’s the typical tooling lead time?
A: 3–6 weeks for progressive, 4–10 for deep draw (Xometry tooling).
Q6: Do you provide DFM support?
A: Yes, free DFM & quotes.
Q7: Can I get CMM, FAI, or PPAP docs?
A: Yes (ISO 9001).
Q8: What packaging is available for export?
A: Foam trays, VCI, shrink-wrap, carton/pallet (Export Packaging Association).
Q9: Do you ship globally?
A: Yes, DHL, FedEx, Maersk, UPS, Flexport.
Q10: Can I do a factory audit or live inspection?
A: Yes (Global Sources audit).
Conclusion & Contact
Prime empowers engineers and buyers worldwide with DFM-driven stamped and deep drawn parts, robust documentation, and global logistics.
Website: https://primecustomparts.com/
Email: [email protected]
Contact Prime now for free DFM feedback, a rapid quote, or direct engineering support—trusted worldwide for fast delivery and stable quality in custom metal components.